

之前有个段子,说我们现在使用的圆珠笔的核心,都是用的日本技术,很多公知嘲笑说中国人连个圆珠笔都造不出来。实际上是因为圆珠笔的市场份额太小,不值得制造而已。后来中国造出了自己产权的圆珠笔,日本的公司就破产了,公知们也就闭嘴了。
以上虽然是互联网上流传的段子,但是不禁要问,做一支圆珠笔,真的很难么?
圆珠笔之所以能流畅地出墨,是因为在书写的过程中,圆珠笔头的小球珠在与纸张接触时产生的摩擦力作用下滚动,从而将笔芯中的油墨带出,形成笔迹。
简单来说,圆珠笔头的构造就是将一个球珠嵌在球座体的顶端,使球珠能够平滑地转动,且不容易从球座体中脱落。

然而,这样一个简单的设计,对于球珠的要求可不简单。
圆珠笔头的制造主要有三个技术难点。首先,为了保证平滑的书写体验,球珠与球座体之间的配合至关重要。球珠和球座体之间的间隙大约为5微米,若间隙过小,墨水便不能顺滑流出;若间隙过大,则会导致漏墨,甚至使球珠从笔尖上脱落。
其次,在书写的过程中,由于笔尖球珠与纸张不断摩擦,球珠与球座体之间的间隙会逐渐变大。久而久之,油墨容易从缝隙中漏出来,影响书写。
此外,圆珠笔尖有极高的加工精度和装配精度。笔尖内有高低不平的台阶和引导墨水的导油槽,每个导油槽的加工精度都要求在1微米。
以上这些因素,都对圆珠笔球体用的材料性能提出了较高的要求。
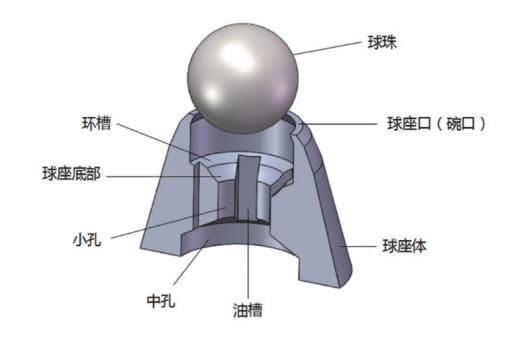
圆珠笔笔头内部结构
寻找特种钢材——“笔尖钢”
制作圆珠笔球珠的材料经历了不断地发展,早期的铅黄铜、镍白铜由于抗腐蚀性较差,目前已经基本淘汰。现有包括不锈钢球珠、碳化钨球珠和陶瓷球珠在内的不同规格材料可供使用,其中,不锈钢已成为圆珠笔笔尖最常用的材料。
圆珠笔用的钢材有一个专用名字——笔尖钢。笔尖钢需要有耐锈蚀的性能,以抵抗长时间与墨水接触的过程中,溶剂等对球体的腐蚀。
同时,为了保证球体与球座体之间的间隙稳定,笔尖钢还需要具备耐磨损的性能。
在加工过程中,会使用硬质合金钻头以30000rpm的高转速加工,且加工误差不能超过3微米,这又要求笔尖钢具备良好的易于切削的性能。同时,易切削性能还体现在切屑需细碎,如崩碎屑和C形屑,使废屑易于快速脱离工件,减少划伤表面,以保证笔头内腔复杂结构的完整。

易于排除的崩碎屑及C形屑
笔尖钢属于易切削不锈钢,是一种特种钢材,通过在铁素体不锈钢中加入一定量的易切削元素,例如硫、铅、磷等制成。
易切削元素的作用机理可归纳为该元素及其形成的夹杂物,既能在刀具与钢材之间起润滑作用,又可以作为应力集中点使切屑易碎。
其中,不同元素的作用方式又略有不同。例如,铅元素呈球状颗粒的单质状态,在切削时摩擦生热下,熔点较低的铅元素熔融析出,在接触面上起润滑作用;而硫元素可与钢中的锰元素形成硫化锰夹杂物,从而阻断了钢材的连续性,使得切屑短小,易于排除。此外,硫化锰在切削力作用下会沿剪切平面延展,最终减小摩擦阻力。
在切削过程中,易切削元素及其形成的夹杂物能在刀具和材料间起润滑作用。
攻克“中国制造”笔尖钢!
圆珠笔球体的钢材由碳、硅、锰、磷、铜、镍等十余种元素组成,每种元素的含量也不同。选择哪些元素,每种元素使用多少,每种元素在什么时间加入等,都会对钢材的性能产生影响。
长期以来,笔尖钢的化学组成及技术参数掌握在日本、瑞士等公司手中。
然而,即使没有技术支持,项目难度大,我们还是攻克了这一技术,研发出了国产笔尖钢,并且在2017年实现了笔尖钢国内量产。从此,我国使用的笔尖钢可以骄傲地写上“中国制造”的标志。
与国外笔尖钢的相比,我们的笔尖钢元素组成种类相似,含量不同,但使用性能上仍非常优秀。
当我们使用圆珠笔时,可能并不会意识到,如此纤小的笔尖竟需要科技攻关来研发材料。我们不仅需要认识金属的微观组织、细致入微地知晓其机理,还要通过不断地积累数据、调整参数、设计工艺方法,才能制造出所需的特种钢材。
我们甚至也不会想到,小小的笔尖要经历超过800米连续书写不断墨的严格测试,才能达标出厂。
由此可见,别小看一个小小的圆珠笔,里面也包含了高端的制造业科技。